
Мультипроцессорный сварочный полуавтомат MEGMEET Artsen Plus 500 / 500R



























Cварочные полуавтоматы на базе микропроцессора Artsen Plus - интеллектуальные сварочные аппараты с расширяемой технологической платформой для непрерывного возобновления процесса.

Artsen Plus 500 - интеллектуальный сварочный аппарат с расширяемой технологической платформой.
- Полное цифровое интеллектуальное управление и сверхвысокая частота инвертирования 100 кГц, схема отсчета «нулевой задержки» [1], точный отсчет мощности для каждой фазы переноса капли.
- Уникальная конструкция для энергосбережения, спад тока до 10.000 А/мс, реализующая «нулевое воздействие» [2] в точке сплавления.
- Двигатель с высоким крутящим моментом и низкоинерционным червячным редуктором, дополненный 120 линиями высокоточного энкодера и высокочастотной системы управления приводом, обеспечивает точный контроль за зажиганием и гашением дуги.
- Двойная дистанционная компенсация выходных положительных и отрицательных клемм, возможность правильно определять состояние процесса переноса капель и получать точный контроль переноса капель.
- Стабильная и всеобъемлющая высокоскоростная аппаратная платформа и открытая программная система позволяют постоянно расширять процедуру управления технологическим процессом и накап- ливать экспертную базу данных сварки на основе различных условий сварки.
- Новые инновационные технологические режимы: режим JOB, спокойное проплавление, чистое проплавление, шумное проплавление, скачкообразное проплавление, последовательное проплавление.
Новый режим JOB обеспечивает свободное размещение процесса сварки.
- Каждый режим JOB может индивидуально настраивать величину характеристик как продолжительность, режим управления, параметр управления, параметр совместной работы, наклон градиента и т.д.;
- Отдельный режим JOB может обеспечить совместную работу с двумя процессами и не требует сложной внешней команды переключения JOB;
- Спокойный переход между различными характеристиками режима JOB, значительно уменьшающий искажение дуги и разбрызгивание при сварке. Характеристики перехода могут быть свободно заданы во всех режимах JOB.
[1]: По сравнению с серией Artsen скорость дискретизации Artsen Plus увеличена примерно в 13 раз.
[2]: Энергия источника питания в момент переноса капель во избежание импульсного колебания силы тока в точке сплавления.
Инновационный технологический режим Artsen Plus

Tranquil Fusion [3]
- Регулируемая энергия дуги эффективно умень-шает ввод сварочного тепла,
- Мягкая дуга, спокойная сварочная ванна, минимальное разбрызгивание,
- Стабильная дуга и значительное увеличение скорости сварки,
- Лучшее проплавление и меньшее количество дефектов сварки.
Сварка тонких и сверхтонких пластин из углеродистой или нержавеющей стали, оцинкованных листов, разнородных металлов, особенно при сварке на подкладке и сварке во всех положениях.
Thunder Fusion [4]
- Короткая длина дуги, высокая жесткость дуги, сильная направленность, существенное увеличение скорости сварки,
- Низкие тепловложения и минимальное разбрызгивание,
- Лучше сварка и меньше дефектов сварки.
Импульсная сварка углеродистой или нержавеющей стали, оцинкованных листов и высокопрочной стали и т.д.
Clean Fusion [5]
- Ускоренный ритм сварки, очевидная энергоемкость и чистый сварной шов,
- Низкий уровень тепловложений, глубокое про плавление, минимальное разбрызгивание и более высокий допуск для зазора стыка.
Сварка тонких и сверхтонких пластин из углеродистой или нержавеющей стали, оцинкованных листов, алюминиевых сплавов, особенно при сварке вертикальных швов.
Leaping Fusion [6]
- Более короткое время зажигания дуги и быстрое гашение дуги, возможность дальнейшего уменьшения сварочных тепловложений и тепловых деформаций,
- Чистый сварной шов и ускоренный ритм сварки [7],
- Большая глубина проплавления, более высокий допуск для зазора стыка.
Сварка тонких и сверхтонких пластин из углеродистой или нержавеющей стали, оцинкованных листов, алюминиевых сплавов и т.д.
Consistent Fusion [3]
- Глубина проплавления остается неизменной и не зависит от изменения длины сварочного кабеля.
Автоматическая роботизированная сварка, специальные сварочные установки и т.д.
[3]: Стандартная конфигурация Tranquil Fusion для углеродистой стали, другие процессы - для дополнительного выбора в соответствии с конкретными условиями работы.
[4]: Дополнительно.
[5]: Опция.
[6]: Стандартная конфигурация - это высокопроизводительная сварка углеродистой стали скачкообразным плавлением, другие процессы -для дополнительного выбора в соответствии с конкретными условиями работы.
Преимущества Artsen Plus Megmeet

|
|
Основными преимуществами промышленных полуавтоматов производства MEGMEET являются: надежность оборудования, постоянство результата и стабильность работы, применение высоких технологий, высокая экономическая эффективность использования.
Надежность
- Защита класса D от молний и перенапряжения (выдерживает 6000В/3000А).
- Оборудование адаптировано для работы в условиях нестабильного питания сети, питания от генератора, очень длинных кабелей питания, стабильная работа в диапазоне напряжения 380 В, 30-80 Гц.
- Возможность работы при температуре от -40 до +50 С, в условиях осадков и высокой влажности до 95%.
- Контроль температуры разъемов и предупреждение об их перегреве из-за возможного повреждения.
- Успешно пройдены тесты на устойчивость к солевым спреям, металлической пыли и на электропроводность, тест предельных нагрузок HALT - совмещение всех негативных факторов.

- Полуавтоматы свободно подключаются к роботам, автоматическому оборудованию и пультам управления благодаря интерфейсу CAN-BUS и различным протоколам связи.
- Уникальная сварочная база данных Megmeet позволила настроить характеристики дуги для различных условий сварки, существенно повысив работоспособность и допустимое отклонение автоматических систем сварки.
- Благодаря точным цифровым измерениям и системе контроля, Megmeet достигает высокого качества сварки при режимах от 30 до 500 А, используя один и тот же источник.
- Высокоскоростная цифровая система связи (до 500 кГц) позволяет избежать отклонений и задержек, которые идут от оборудования и повышает время отклика системы.
- Прогрессивная работа системы охлаждения регулирует скорость воздушного потока в зависимости от режимов работы и мощности сварочного тока.

- Благодаря высокой частоте работы и полностью цифровому управлению, дискретность оборудования может корректироваться и отклонения между источниками могут быть устранены.
- Низкие рабочие температуры и высокая точность обеспечивают одинаковую производительность в различных условиях.
- Превосходный контроль со стороны системы управления обеспечивает одинаковые результаты на выходе сварочных источников, вне зависимости от внешних факторов.

- Интеллектуальные машины позволяют снизить количество брызг и сохранить стабильность.
- Благодаря технологии компенсации и контроля длины дуги, глубина проплавления и дуга остаются постоянными при различной длине дуги и различных пространственных положениях.
- Технология компенсации напряжения сохраняет значение напряжения постоянным от длины кабеля.
")
- Полуавтоматы Меgmeet экономят 6-10 кВт электроэнергии на каждую использованную катушку проволоки.
- Полуавтоматы Меgmeet на 500 А потребляют меньше электричества чем традиционные источники на 200 А.
- Модернизация программного обеспечения позволяет использовать один полуавтомат для различных задач и металлов.

- Компенсация напряжения поджига и контроль управления дугой адаптированные полуавтоматом Megmeet помогают даже начинающему сварщику достичь стабильной производительности.
- Синергетический режим основан на базе данных Megmeet, оператору достаточно лишь установить ток или скорость подачи проволоки, остальные параметры будут выставлены автоматически.
Конструктивные особенности полуавтоматов Megmeet
Мощная электроника, современных компьютерные технологии, глубокое изучение и применение знаний о свойствах дуги, металлов и сварочных процессов позволили компании Megmeet разработать прогрессивный полностью цифровой сварочный полуавтомат для высоконагруженного промышленного производства.
Электрическая схема инверторного блока, работающего на частоте до 64 кГц ( у аналогов до 30 кГц), разработана на основе использования высоконадежных неполярных конденсаторов (900 V 12 mF+/-5%), имеющих низкое значение собственной паразитной индуктивности, малые потери и способные надежно работать на повышенных частотах в устройствах силовой электроники и преобразовательной техники.
 |
Схема не содержит дорогих, имеющих ограниченный срок службы, высокоёмких электролитических конденсаторов (450 V 680 mF+/-15%), что резко повышает надежность работы, снижает массо-габаритные характеристики, улучшает стабильность сварочных режимов и снижает стоимость аппарата по сравнению с ближайшими однотипными аналогами. Конструкция силового модуля выполнена в виде двух независимых модулей инверторов на самых современных силовых элементах IGBT фирмы Infineon Technologies. За счет этого достигнут повышенный КПД аппарата (PN =100% С) и увеличены мощностные показатели. |
|
Печатные платы выполнены по технологии SMD (Surface Mounted Device) монтажа, которая позволяет существенно снизить стоимость и габариты изделий с одновременным повышением их надежности. Использование компактных и высокотехнологичных SMD-компонентов дает возможность повысить степень интеграции, снизить нагрузку на внутренние источники питания и, как результат - достигнуть высокую компактность узлов и блоков аппарата. |

|

|
Задание и контроль режимов работы осуществляется микропроцессорной системой управления Texas Instruments Inc(США), позволяющая вносить изменения и дополнения в программное обеспечение аппарата по специфическим требованиям Заказчика. Гибкий коммуникационный протокол и открытые сварочные параметры расширяют возможности и делают сварку более стабильной и быстрой, а изделие менее подвержено тепловой деформации. |
|
Оборудование Megmeet разработано под технологию Industry 4.0 (Индустрия 4.0). Оно ориентировано на взаимодействие деталей в производстве и конечной продукции без участия человека. Сварочные полуавтоматы Megmeet могут свободно подключаться к промышленным роботам, автоматическому оборудованию, пультам управления и удаленным мониторам благодаря интерфейсу CAN-BUS и различным коммуникационным протоколам связи. Аналоговый интерфейс и все виды цифрового интерфейса в модели робота могут соответствовать параметрам сварочного аппарата, благодаря чему достигается отличное отслеживание дуги в соответствии с алгоритмом сварочного робота. Также все параметры сварки можно настроить и контролировать при помощи панели управления для обеспечения соответствия различным условиям сварки. |

|
Система циркуляционного охлаждения (опционально)
| Мощность | 260 Вт |
| Напряжение | 3*400 В |
| Объем охлаждающей воды | 6,5 л |
| Расход охлаждающей воды | 3,5 л/мин |
| Мах. расстояние подачи воды | 30 м |
| Сигнализация низкого расхода воды | Доступна |
| Сигнализация температуры воды | Доступна |
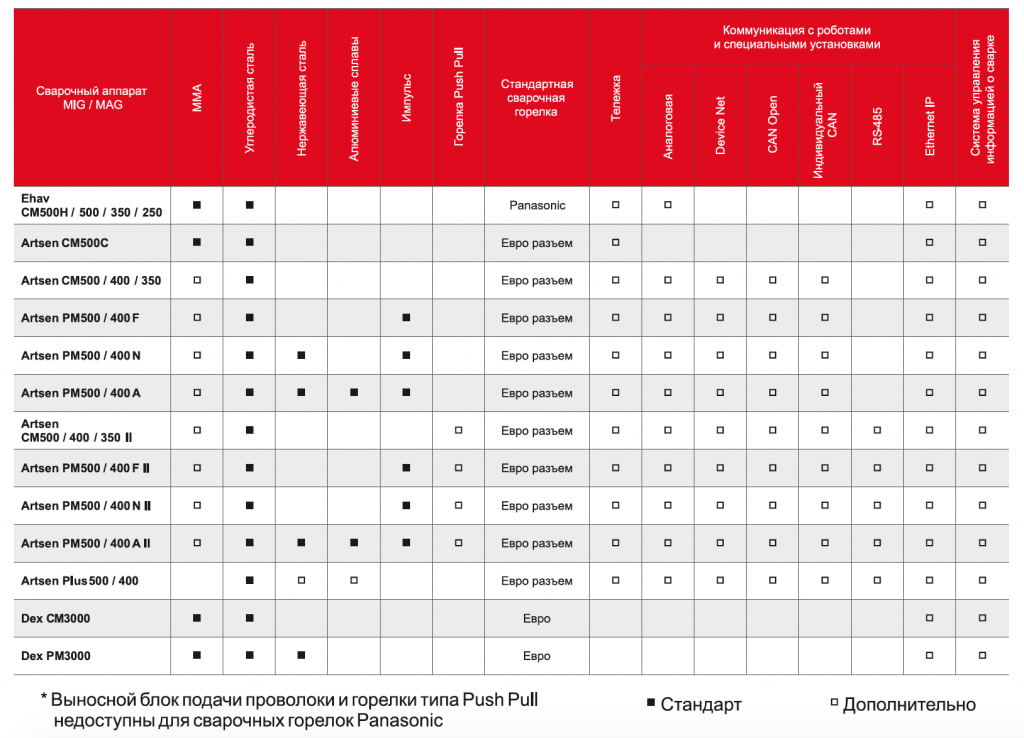
| Процессы сварки * |
Tranquil Fusion / Thunder Fusion / Clean Fusion / Leaping Fusion / Consistent Fusion |
|
Интерфейс для робота |
Аналоговый/DeviceNet/CANOpen/MegmeetCAN/RS-485/Ethernet/lР** |
* : Некоторые процессы дополнительно.
** :Ethernet/ IP- дополнительно.
Модельный ряд сварочных полуавтоматов MEGMEET
|
Тип сварки
|
MIG/MAG |
|
Диапазон тока сварки (MIG/MAG)
|
30 - 500 А |
|
Режим управления
|
Полностью цифровое |
|
Напряжение питания
|
3 фазы, 380 В переменного тока ± 25% (285-475 В) |
|
Частота сети питания
|
45 - 65 Гц |
|
Потребляемая мощность
|
24 кВт (22,3 кВт) |
|
Коэффициент мощности
|
0,93 |
|
Эффективный КПД
|
85% |
|
Номинальное напряжение холостого хода
|
85 В |
|
Диапазон напряжения дуги
|
12 - 45 В (точность 0,1 В) |
|
Номинальный рабочий цикл
|
500 А / 60% / 40°C |
|
Последовательность сварки
|
2-такта / 4-такта / 4-такта спец. / сварки точками / сварка прерывистым швом |
|
Диаметр проволоки
|
1.0 мм, 1.2 мм, 1.4 мм, 1.6 мм |
|
Динамика дуги
|
-7 - +7 |
|
Класс защиты
|
IP23S |
|
Габаритные размеры
|
300 х 480 х 620 мм |
|
Масса
|
52 кг |

Опции и услуги к данному оборудованию




-
 Сварочное оборудование
Сварочное оборудование
-
 Автоматизация сварки
Автоматизация сварки
- Сварочные колонны
- Установки для сварки кольцевых швов
- Установки для сварки продольных швов
- Линии для сварки балок
- Установки для сварки вертикальных резервуаров
- Установки для сварки кузовов самосвалов
- Установки для сварки цистерн чемоданного и элипсовидного типа
- Установки для вваривания патрубков и штуцеров
- Сварка газоплотных панелей
-
 Роботизация сварки
Роботизация сварки
-
 Оборудование плазменной резки
Оборудование плазменной резки
- Станки плазменной резки металла с ЧПУ
- Автоматические источники плазменной резки металла
- Ручные источники плазменной резки металла
- Консольные машины плазменной резки металла с ЧПУ
- Системы плазменной резки труб с ЧПУ
- Станки для вырезки отверстий в обечайках
- Портативные машины для резки металла
- Резаки плазменной резки
-
Расходные части для резаков плазменной резки
-
Фильтровентиляционные установки
-
 Оборудование лазерной резки
Оборудование лазерной резки
-
 Лазерная сварка и очистка
Лазерная сварка и очистка
-
 Механизация сварки
Механизация сварки
-
 Сборочно-сварочные столы
Сборочно-сварочные столы
-
 Ленточнопильные станки по металлу
Ленточнопильные станки по металлу
-
 Листогибочные прессы
Листогибочные прессы
-
 Сварочные горелки
Сварочные горелки
-
 Сварочные материалы
Сварочные материалы
-
 Аксессуары для сварки
Аксессуары для сварки
- Сварочные маски
- Электродержатели для сварки
- Клемы заземления для сварки
- Строгачи для ручной дуговой сварки и резки ММА
- Держатели сварочных горелок
- Антипригарные средства
- Краги для сварщика
- Очки и маски защитные
- Охлаждающие жидкости
- Станции очистки горелок
- Магнитные фиксаторы
- Вспомогательный инструмент
- Прочее
-
 Газосварочное оборудование
Газосварочное оборудование
-
 Сверление
Сверление
-
 Компрессорное оборудование
Компрессорное оборудование
-
 Дробеметное оборудование
Дробеметное оборудование
-
 Абразивный инструмент
Абразивный инструмент
-
 Контактная сварка
Контактная сварка
-
Клещи контактной сварки
-
Машина контактной точечной и рельефной сварки
- Настольные машины контактной точечной и рельефной сварки
- Модульные машины контактной точечной и рельефной сварки TECNA (Италия)
-
Сварочное оборудование для автосервисов и кузовных станций
- Измерительный инструмент параметров контактной точечной и рельефной сварки TECNA (Италия)
- Тали-балансиры TECNA (Италия)
- Блоки управления-регуляторы контактной точечной и рельефной сваркой TECNA (Италия)
- Трансформаторы для контактной сварки TECNA (Италия)
-
Клещи контактной сварки
-
 Пневматические компоненты
Пневматические компоненты



