
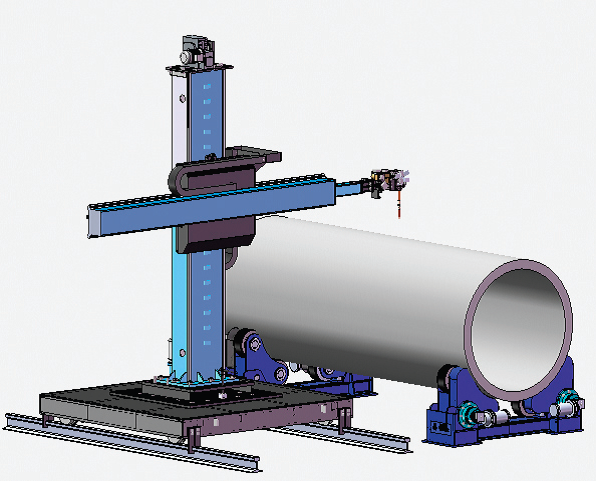
Сварочная колонна для автоматической сварки емкостей INTEGRAL



































Комплект автоматического оборудования, входящего в состав предлагаемого сварочного комплекса, предназначен для выполнения кольцевых и продольных стыковых сварных соединений цилиндрических ёмкостей.
Подробнее
Узнать цену
Наши менеджеры обязательно свяжутся с вами и уточнят условия заказа
Цена зависит от текущего курса валюты, актуальную цену уточните у наших менеджеров.
Описание
Комплект автоматического оборудования, входящего в состав предлагаемого сварочного комплекса, предназначен для выполнения кольцевых и продольных стыковых сварных соединений цилиндрических ёмкостей. Сварка выполняется автоматической дуговой сваркой под слоем флюса снаружи и изнутри.
Сварочный комплекс может использоваться для сварки цилиндрических ёмкостей из низкоуглеродистых, низколегированных и нержавеющих сталей при производстве энергетического оборудования, котлов, химического и нефтегазоперерабатывающего оборудования. На сварочном комплексе также может быть выполнена сварка прямолинейных стыковых швов листовых деталей (сварка плоских карт), наплавка плоских, кольцевых и круговых деталей.
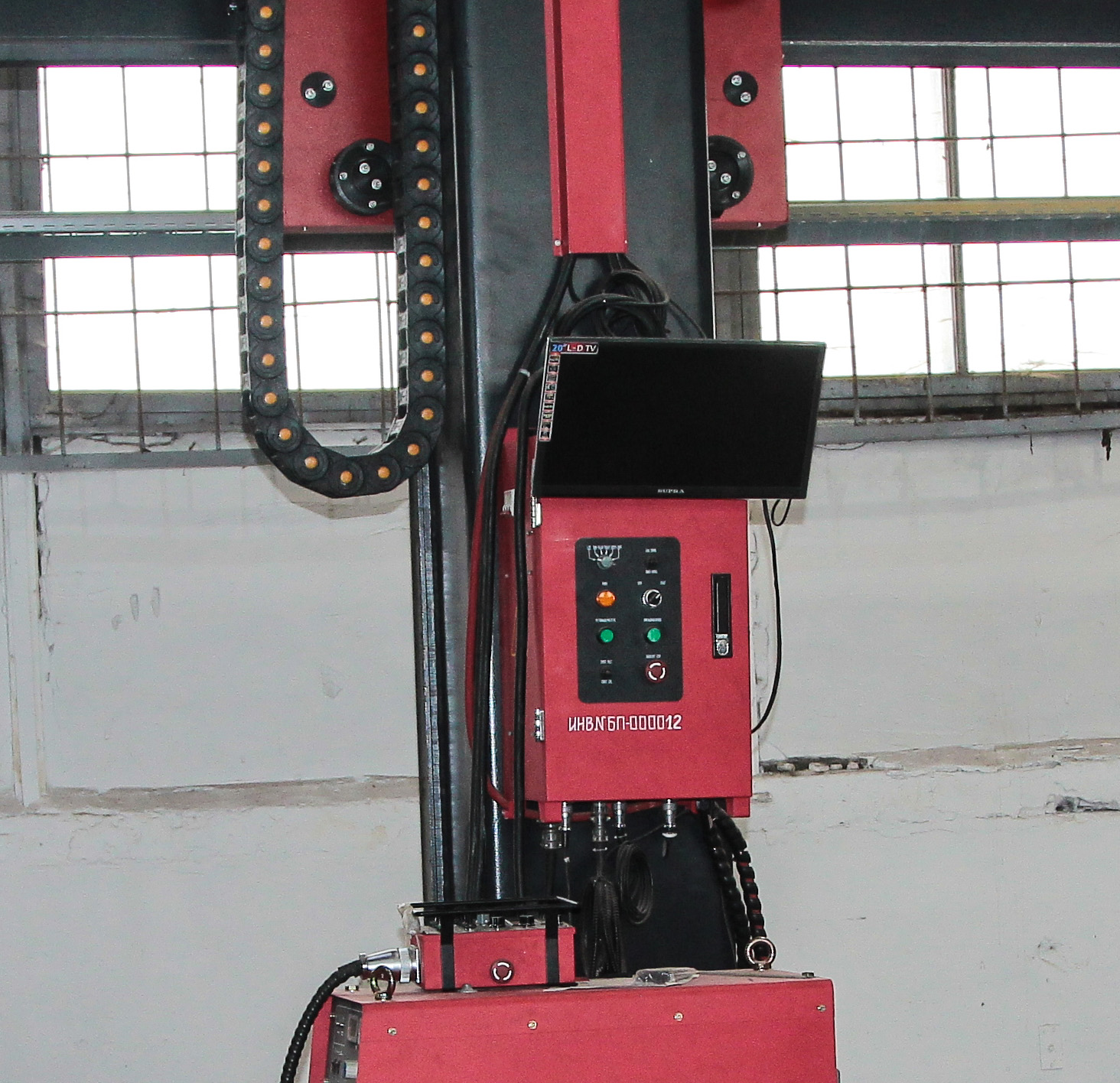
Обращаем Ваше внимание, с 2016г. сварочные колонны «INTEGRAL» поставляются в черно-красной цветовой гамме.
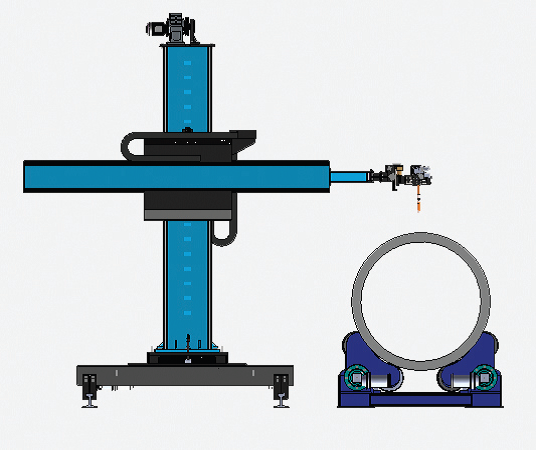
Вертикальная поворотная колонна и выдвижная горизонтальная консоль выполнены из стального профильного проката квадратного сечения и обеспечивают высокую прочность и надёжность силовой конструкции колонны. Колонна установлена на опорном подшипнике и имеет возможность вращения вокруг вертикальной оси, вращение ручное с механической фиксацией в любом положении.
На вертикальной колонне крепится седло, в котором располагается выдвижная консоль. Стальное седло консоли смонтировано на 4 регулируемых V-образных роликах; каждый ролик вращается на закрытом подшипнике и перемещается на эксцентриковой оси для точного выравнивания. Ролики седла пересекают обработанные направляющие колонны, что гарантировать плавный подъем консоли. Седло с консолью перемещается по направляющим вертикальной колонны вверх и вниз при помощи многозвенной прочной роликовой цепи. Привод вертикального перемещения – зубчатый редуктор с электрическим двигателем переменного тока с инверторным частотным регулятором привода. Привод вертикального перемещения обеспечивает плавный, быстрый и точный подъём консоли на необходимую высоту.





Система подачи и рециркуляции флюса с пневматическим приводом, установленная на консоли сварочной колонны, обеспечивает подачу подогретого до рабочей температуры сварочного флюса (прокалку флюса при этом система не осуществляет) в сварочную головку и удаление излишнего флюса со сварного шва посредством эжекционного сопла, установленного на сварочной головке.
Удалённый флюс поступает в рециркуляционный бункер, оснащённый механическим сепаратором для восстановления флюса и удаления остатков переплавленной шлаковой корки.
Восстановленный флюс поступает в расходный флюсовый бункер, расположенный непосредственно на сварочной головке. Для работы системы подачи и рециркуляции флюса необходим сжатый воздух (сухой и без масла) давлением 6 Бар.


Прочные стальные ролики с встроенными осями на тяжелонагруженных шарикоподшипниках могут быть покрыты стальными бандажами или взаимозаменяемыми шинами из прочной резины.
Приводная секция оборудована двумя двигателями переменного тока с тяжелонагруженными зубчатыми редукторами и инверторным регулятором привода с плавным регулированием скорости вращения. Управление роликовым вращателем осуществляется с беспроводного пульта управления с плавной регулировкой скорости вращения и изменением направления вращения.
Приобретая оборудование в нашей компании, Вы получаете полный комплекс услуг по монтажу, пуско-наладке, инструктажу персонала, подбору режимов сварки для Ваших изделий.
Сварочный комплекс может использоваться для сварки цилиндрических ёмкостей из низкоуглеродистых, низколегированных и нержавеющих сталей при производстве энергетического оборудования, котлов, химического и нефтегазоперерабатывающего оборудования. На сварочном комплексе также может быть выполнена сварка прямолинейных стыковых швов листовых деталей (сварка плоских карт), наплавка плоских, кольцевых и круговых деталей.
Обращаем Ваше внимание, с 2016г. сварочные колонны «INTEGRAL» поставляются в черно-красной цветовой гамме.
1.Сварочная колонна
Сварочная колонна с выдвижной подъёмной консолью, специально разработанная для полностью автоматической сварки.Вертикальная поворотная колонна и выдвижная горизонтальная консоль выполнены из стального профильного проката квадратного сечения и обеспечивают высокую прочность и надёжность силовой конструкции колонны. Колонна установлена на опорном подшипнике и имеет возможность вращения вокруг вертикальной оси, вращение ручное с механической фиксацией в любом положении.
На вертикальной колонне крепится седло, в котором располагается выдвижная консоль. Стальное седло консоли смонтировано на 4 регулируемых V-образных роликах; каждый ролик вращается на закрытом подшипнике и перемещается на эксцентриковой оси для точного выравнивания. Ролики седла пересекают обработанные направляющие колонны, что гарантировать плавный подъем консоли. Седло с консолью перемещается по направляющим вертикальной колонны вверх и вниз при помощи многозвенной прочной роликовой цепи. Привод вертикального перемещения – зубчатый редуктор с электрическим двигателем переменного тока с инверторным частотным регулятором привода. Привод вертикального перемещения обеспечивает плавный, быстрый и точный подъём консоли на необходимую высоту.
Опционально колонна может быть установлена на платформу для перемещения по рельсам:
Внимание! Рельсы для сварочной колонны в поставку не включены.


Платформа оборудована защитой от опрокидывания, и позволяет перемещать колонну между рабочими зонами, а также с маршевой и сварочной скоростью.
Встроенный в вертикальную колонну противовес обеспечивает плавное перемещение консоли вверх и вниз и надёжную фиксацию на необходимой высоте. Система безопасности предохраняет консоль от падения, делая работу сварочной колонны безопасной.
Прямоугольная выдвижная консоль имеет шлифованные направляющие по всей длине и высокоточную зубчатую рейку для перемещения внутри седла и поддерживается на 4 регулируемых V-образных роликах, смонтированных на седле, каждый вращается на закрытом подшипнике и перемещается на эксцентриковой оси, чтобы гарантировать точное выравнивание и безвибрационное движение автоматической сварочной головки. Привод горизонтального перемещения консоли – червячный редуктор с электрическим двигателем переменного тока с инверторным частотным регулятором привода. Привод горизонтального перемещения обеспечивает плавное и точное горизонтальное перемещение консоли с плавно регулируемой сварочной скоростью.
Шкаф с элементами электрического оборудования и пульт управления смонтированы на вертикальной колонне, все оборудование выполнено по всем правилам электромонтажа.
Пульт является съемным и соединен со шкафом проводом, что значительно облегчает работу оператора.
Внимание! Рельсы для сварочной колонны в поставку не включены.
Платформа оборудована защитой от опрокидывания, и позволяет перемещать колонну между рабочими зонами, а также с маршевой и сварочной скоростью.
Встроенный в вертикальную колонну противовес обеспечивает плавное перемещение консоли вверх и вниз и надёжную фиксацию на необходимой высоте. Система безопасности предохраняет консоль от падения, делая работу сварочной колонны безопасной.
Прямоугольная выдвижная консоль имеет шлифованные направляющие по всей длине и высокоточную зубчатую рейку для перемещения внутри седла и поддерживается на 4 регулируемых V-образных роликах, смонтированных на седле, каждый вращается на закрытом подшипнике и перемещается на эксцентриковой оси, чтобы гарантировать точное выравнивание и безвибрационное движение автоматической сварочной головки. Привод горизонтального перемещения консоли – червячный редуктор с электрическим двигателем переменного тока с инверторным частотным регулятором привода. Привод горизонтального перемещения обеспечивает плавное и точное горизонтальное перемещение консоли с плавно регулируемой сварочной скоростью.
Шкаф с элементами электрического оборудования и пульт управления смонтированы на вертикальной колонне, все оборудование выполнено по всем правилам электромонтажа.
Пульт является съемным и соединен со шкафом проводом, что значительно облегчает работу оператора.
2. Автоматическое сварочное оборудование
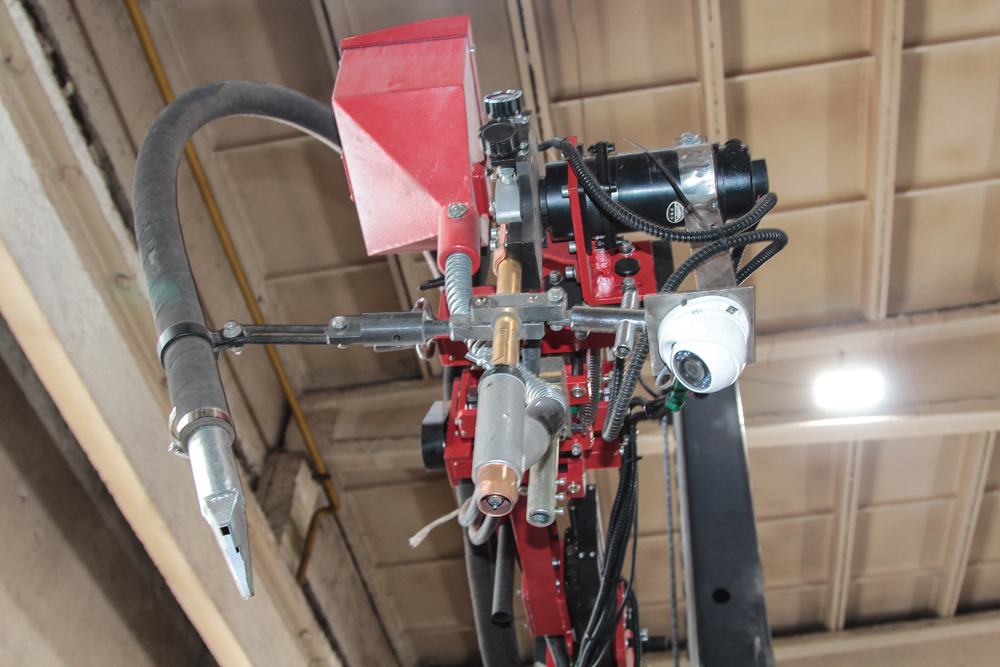
- На торце выдвижной консоли сварочной колонны INCZ 4×4 размещается автоматическая сварочная головка INMZ9 для дуговой сварки под слоем флюса. Автоматическая сварочная головка обеспечивает сварку с максимальным током сварки 1.000 А при ПВ100% сварочной проволокой диаметром до 5,0 мм. Размоточное устройство для сварочной проволоки рассчитано на бухты проволоки 25 кг и размещается непосредственно на консоли сварочной колонны.
- Автоматическая сварочная головка установлена на крестовом слайдере (суппорте скольжения) с приводным перемещением 200 мм в вертикальной и горизонтальной плоскостях. Привод слайдера – два электрических двигателя постоянного тока с ходовыми винтами и шарико-винтовыми парами. Управление крестовым слайдером осуществляется с переносного пульта управления.На сварочной головке установлена механическая система слежения за стыком по вертикали контактного типа, которая обеспечивает постоянный вылет сварочной проволоки и вылет сварочной проволоки из токоведущего мундштука.
- Дополнительно сварочная головка оснащена точечным лазерным целеуказателем, для облегчения слежения за стыком сварного соединения. Целеуказатель проецирует световую точку диаметром <2 мм на расстоянии 50 - 200 мм. (опционально возможна установка крестообразного либо линейного указателя)
- Для облегчения слежения за стыком сварного соединения установленна видеокамера и монитор для оператора.
3. Система подачи и рециркуляции флюса с подогревом
Система подачи и рециркуляции флюса с пневматическим приводом, установленная на консоли сварочной колонны, обеспечивает подачу подогретого до рабочей температуры сварочного флюса (прокалку флюса при этом система не осуществляет) в сварочную головку и удаление излишнего флюса со сварного шва посредством эжекционного сопла, установленного на сварочной головке.
Удалённый флюс поступает в рециркуляционный бункер, оснащённый механическим сепаратором для восстановления флюса и удаления остатков переплавленной шлаковой корки.
Восстановленный флюс поступает в расходный флюсовый бункер, расположенный непосредственно на сварочной головке. Для работы системы подачи и рециркуляции флюса необходим сжатый воздух (сухой и без масла) давлением 6 Бар.
4. Самоустанавливающийся роликовые вращатели распашного типа серии INZT (Опция)
Роликовые вращатели распашного типа обладают важным преимуществом перед другими типами роликовых вращателей – ролики расходятся под действием массы свариваемой ёмкости, при этом отпадает необходимость в раздвижении роликов для настройки на диаметр.
Описание конструкции
Каждая секция состоит из прочной стальной сварной рамы, по краям которой установлены поворотные косынки; в каждой косынке закреплена пара роликов. Косынки имеют возможность поворота вокруг своих горизонтальных осей. Под действием массы изделия, опускаемого на ролики, косынки поворачиваются. Таким образом, изделие опирается на 4 ролика, при этом нет необходимости в предварительном раздвижении роликов для настройки на диаметр изделия.Прочные стальные ролики с встроенными осями на тяжелонагруженных шарикоподшипниках могут быть покрыты стальными бандажами или взаимозаменяемыми шинами из прочной резины.
Приводная секция оборудована двумя двигателями переменного тока с тяжелонагруженными зубчатыми редукторами и инверторным регулятором привода с плавным регулированием скорости вращения. Управление роликовым вращателем осуществляется с беспроводного пульта управления с плавной регулировкой скорости вращения и изменением направления вращения.
Характеристики
|
Модель
|
2×2 | 3×3 | 4×4 | 5×5 | 6×6 | 7×7 | 8×8 |
| Тип колонны | Легкая | Средняя | Тяжелая | Сверхтяжелая | |||
| Вертикальное перемещение консоли, м | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Горизонтальное перемещение консоли, м | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Скорость вертикального перемещения консоли, мм/мин |
80 - 800 |
||||||
| Скорость горизонтального перемещения консоли, мм/мин |
150 - 2500 |
||||||
| Скорость горизонтального перемещения колонны*, мм/мин |
150 - 2000 |
||||||
|
Поворот колонны вокруг вертикальной оси |
±360° | ||||||
| Скорость вращения колонны**, об/мин |
0,03 - 0,75 |
||||||
| Максимальная нагрузка на конце консоли, кг | 100 | 200 | 400 |
600 |
|||
| Минимальный вылет консоли, мм | 950 | 1100 | 1250 | 1300 | |||
| Максимальный вылет консоли, мм | 2950 | 3950 | 5100 | 6100 | 7250 | 8300 | 9300 |
| Колея передвижной платформы колонны, мм | 1430 | 1730 | 2000 |
2570 |
|||
Приобретая оборудование в нашей компании, Вы получаете полный комплекс услуг по монтажу, пуско-наладке, инструктажу персонала, подбору режимов сварки для Ваших изделий.
Видео
Задать вопрос
 купить от поставщика ООО \"Техновелд\"")
 купить от поставщика ООО \"Техновелд\"")
 купить от поставщика ООО \"Техновелд\"")
 купить от поставщика ООО \"Техновелд\"")
-
 Сварочное оборудование
Сварочное оборудование
-
 Автоматизация сварки
Автоматизация сварки
- Сварочные колонны
- Установки для сварки кольцевых швов
- Установки для сварки продольных швов
- Линии для сварки балок
- Установки для сварки вертикальных резервуаров
- Установки для сварки кузовов самосвалов
- Установки для сварки цистерн чемоданного и элипсовидного типа
- Установки для вваривания патрубков и штуцеров
- Сварка газоплотных панелей
-
 Роботизация сварки
Роботизация сварки
-
 Оборудование плазменной резки
Оборудование плазменной резки
- Станки плазменной резки металла с ЧПУ
- Автоматические источники плазменной резки металла
- Ручные источники плазменной резки металла
- Консольные машины плазменной резки металла с ЧПУ
- Системы плазменной резки труб с ЧПУ
- Станки для вырезки отверстий в обечайках
- Портативные машины для резки металла
- Резаки плазменной резки
-
Расходные части для резаков плазменной резки
-
Фильтровентиляционные установки
-
 Оборудование лазерной резки
Оборудование лазерной резки
-
 Лазерная сварка и очистка
Лазерная сварка и очистка
-
 Механизация сварки
Механизация сварки
-
 Сборочно-сварочные столы
Сборочно-сварочные столы
-
 Ленточнопильные станки по металлу
Ленточнопильные станки по металлу
-
 Листогибочные прессы
Листогибочные прессы
-
 Сварочные горелки
Сварочные горелки
-
 Сварочные материалы
Сварочные материалы
-
 Аксессуары для сварки
Аксессуары для сварки
- Сварочные маски
- Электродержатели для сварки
- Клемы заземления для сварки
- Строгачи для ручной дуговой сварки и резки ММА
- Держатели сварочных горелок
- Антипригарные средства
- Краги для сварщика
- Очки и маски защитные
- Охлаждающие жидкости
- Станции очистки горелок
- Магнитные фиксаторы
- Вспомогательный инструмент
- Прочее
-
 Газосварочное оборудование
Газосварочное оборудование
-
 Сверление
Сверление
-
 Компрессорное оборудование
Компрессорное оборудование
-
 Дробеметное оборудование
Дробеметное оборудование
-
 Абразивный инструмент
Абразивный инструмент
-
 Контактная сварка
Контактная сварка
-
Клещи контактной сварки
-
Машина контактной точечной и рельефной сварки
- Настольные машины контактной точечной и рельефной сварки
- Модульные машины контактной точечной и рельефной сварки TECNA (Италия)
-
Сварочное оборудование для автосервисов и кузовных станций
- Измерительный инструмент параметров контактной точечной и рельефной сварки TECNA (Италия)
- Тали-балансиры TECNA (Италия)
- Блоки управления-регуляторы контактной точечной и рельефной сваркой TECNA (Италия)
- Трансформаторы для контактной сварки TECNA (Италия)
-
Клещи контактной сварки
-
 Пневматические компоненты
Пневматические компоненты




Новости
Все новости
1 декабря 2023
Посещение фабрик бренда MEGMEET
1 ноября 2023
Итоги выставки Rusweld 2023
5 октября 2023
Приглашаем на выставку Rusweld 2023